钢筋连接套筒连接常用标准
钢筋连接套筒链接常用标准一、概述常用标准有2个:
GB1499.2 《热轧带肋钢筋》
JGJ107《钢筋机械连接技术规程》
二、标准的基本要求
1、GB1499.2-2018最新版(2018年11月1日实施),代替的是GB1499-2007标准,
1) 增加了冶炼方法的规定
增加了冶炼方法的规定,即钢应采用转炉或电弧炉冶炼,必要时可采用炉外精炼。
冶炼方法的调整为打击和取缔地条钢提供了技术支撑。2)取消了335MPa级钢筋,增加了600MPa级钢筋
取消335级钢筋,推广高强度钢筋,对建设节约型社会具有重大意义;
有关部委发布多个文件,要求淘汰HRB335牌号;
增加了600MPa级钢筋
3)修改长度允许偏差规定
原GB1499.2-2007规定:
钢筋按定尺交货时的长度允许偏差为±25mm。
当要求最小长度时,其偏差为+50mm。
当要求最大长度时,其偏差为-50mm。
新标准规定:
钢筋按定尺交货时的长度允许偏差为+50 mm。
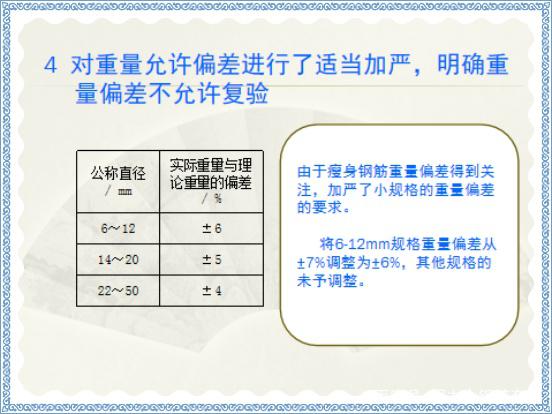
4)对重量允许偏差进行了适当加严,明确重量偏差不允许复验
5)增加带E钢筋牌号,带E牌号钢筋反向弯曲试验变为常规检验项目;
6)增加了金相组织检验规定及配套的宏观金相、截面维氏硬度、微观组织检验方法;
7)增加疲劳试验、晶粒度型式试验的规定;
8)增加横肋末端间隙的测量方法;
9) 修改了表面标志的规定;
10)删除附录A《钢筋在最大力下总伸长率的测定方法》.
2、JGJ107-2016《钢筋机械连接技术规程》
JGJ107-20162016年8月1日实施,JGJ107—2003、JGJ108—96、JGJ109—96同时废止,JGJ108—96带肋钢筋套筒挤压连接技术规程,JGJ109—96钢筋锥螺纹接头技术规程的内容已经写进了JGJ107—2016版标准中。
《钢筋机械连接技术规程》自1996年首版发布后,经历了2003版、2010版两次修订。本次修订是在2010版基础上进行的。
本规程修订前和修订阶段,编制组成员单位对近年来钢筋机械连接技术的进展与存在问题进行了调查研究,对接头疲劳性能和变形性能补充了相关试验,为规程修订提供了重要依据。
为便于广大设计、施工、科研、学校等单位有关人员在使用本规程时能正确理解和执行条文规定,《钢筋机械连接技术规程》编制组按章、节、条顺序编制了本标准的条文说明,对条文规定的目的、依据以及执行中需注意的有关事项进行了说明,还着重对强制性条文的强制性理由做了解释。但是,本条文说明不具备与标准正文同等的法律效力,仅供使用者作为理解和把握标准规定的参考。
本次修订的主要技术内容及修订的背景情况介绍如下:
1、补充了余热处理钢筋、热轧光圆钢筋和不锈钢钢筋采用机械连接的相关规定。
修改后相关条文:用于机械连接的钢筋应符合国家现行标准《钢筋混凝土用钢 第2部分:热轧带肋钢筋》GB 1499.2、《钢筋混凝土用余热处理钢筋》GB 13014、《钢筋混凝土用不锈钢钢筋》YB/T 4362及《钢筋混凝土用钢 第1部分:热轧光圆钢筋》GB 1499.1的规定。
修订原因及背景:钢筋机械连接技术在我国已有近30年的发展历史,目前已经成为钢筋连接的一种主要方式,应用非常普遍,使用的钢筋种类也越来越多,除普通的热轧钢筋外,国外也都有大量应用于余热处理钢筋和不锈钢钢筋的案例。我国采用机械连接技术应用于不锈钢钢筋始于几年前开工建设的“港珠澳大桥”项目,应用直螺纹接头的数量达数万件,热轧光圆钢筋也有应用需求。因此,本次修订将上述三种钢筋纳入其中。
2、增加了套筒原材料应符合现行行业标准《钢筋机械连接用套筒》JG/T163的有关规定,以及采用45号钢冷拔或冷轧精密无缝钢管时,应进行退火处理的相关规定。增加了对不锈钢钢筋连接套筒材料的规定。
修改后相关条文:钢筋连接用套筒应符合行业现行标准《钢筋机械连接用套筒》JG/T 163的有关规定;套筒原材料采用45号钢冷拔或冷轧精密无缝钢管时,钢管应进行退火处理,并应满足现行行业标准《钢筋机械连接用套筒》JG/T 163对钢管强度限值和断后伸长率的要求。不锈钢钢筋连接套筒原材料宜采用与钢筋母材同材质的棒材或无缝钢管,其外观及力学性能应符合现行国家标准《不锈钢棒》GB/T 1220、《结构用不锈钢无缝钢管》GB/T 14975的规定。
修订原因及背景:近年来,由于受国内产品成本因素的影响,钢筋直螺纹套筒生产材料采用冷拔或冷轧精密无缝钢管的越来越多,尤其是冷轧精密无缝钢管的使用较多。但是,这类加工钢管的內应力很大,如不进行退火处理,其延伸率很低,有质量隐患,工程应用中套筒也容易开裂,推荐性行业标准《钢筋机械连接用套筒》JG/T 163-2013在编制中,针对业内直螺纹套筒使用的精轧管情况进行了大量调研、取样和试验,并依据研究、试验得出的结果,在JG/T 163-2013的标准条款中进行了一些规定,主要是针对冷拔或冷轧精密无缝钢管的管材需要进行“退火”热处理,规定了强度和延伸率指标,以保证材料具有一定的延性,防止开裂等情况的发生。另外,小规格的套筒不建议采用此类工艺生产的材料。
3、调整了Ⅰ级接头强度判定条件,由“断于钢筋”和“断于接头”分别调整为“钢筋拉断”和“连接件破坏”;
修改后相关条文:Ⅰ级、Ⅱ级、Ⅲ级接头的极限抗拉强度必须符合表3.0.5的规定。
注:1 钢筋拉断指断于钢筋母材、套筒外钢筋丝头和钢筋镦粗过渡段;2 连接件破坏指断于套筒、套筒纵向开裂或钢筋从套筒中拔出以及其他连接组件破坏。
修订原因及背景:原条文將套筒处外露螺纹段和镦粗过渡段归入接头长度区段,其强度要求与连接件的强度要求相同,均应达到1.1 倍钢筋极限抗拉强度标准值。工程实践表明,滚轧接头断于钢筋外露螺纹时要达到上述要求是困难的,因为不少钢筋的自身强度就达不到1.1 倍极限抗拉强度标准值,钢筋丝头的加工质量再好,也不可能提高钢筋母材强度。为避免在滚轧外露螺纹处拉断,部分施工企业采取将钢筋丝头做短或不出现外露螺纹,这样就无法实现钢筋丝头在套筒中央位置对顶以减少残余变形;部分施工单位则刻意采购高极限强度钢筋降低接头抽检不合格率,这也是不可取的,因为高极限强度钢筋通常会伴随更高的屈服强度,钢筋实际屈服强度明显高于设计强度是有害的,它会增加抗弯构件极限受压区高度,或超出设计规范规定的框架梁受压区高度限值,降低构件塑性转动能力,从而降低结构延性;参考美国、日本、法国相关标准和ISO 对接头强度的规定,其最高等级接头大都要求不小于钢筋极限抗拉限强度标准值。这次修订做出了上述调整。调整后的Ⅰ级接头,连接件破坏时仍然要求到达1.1 倍极钢筋极限抗拉强度标准值。连接件破坏包括:套筒拉断、套筒纵向开裂、钢筋从套筒中拔出以及组合式接头其他组件的破坏